
Í hjarta vélaframleiðslu og mælitækniiðnaðarins er undirstöðuverkfæri: steypujárnsplatan. Þessi planviðmiðunartæki eru ómissandi fyrir nákvæma skoðun á vinnustykkjum, nákvæma skrift og sem stöðug viðmið fyrir uppsetningu vélaverkfæra. Hjá ZHHIMG® nær skuldbinding okkar við afar nákvæmni lengra en þekktar granítvörur okkar til strangra staðla sem gilda um öll nauðsynleg mælitækniverkfæri. Að skilja vandlega ferlið - frá steypu til uppsetningar - er lykilatriði til að tryggja gæði og endingu þessarar mikilvægu eignar á verksmiðjugólfinu.
Stálsteypugreinin: Varúðarráðstafanir í steypujárni
Framleiðsla á hágæða steypujárnsplötum hefst með mikilli aga í steypustöðinni. Starfsmenn verða að fylgja stranglega stýrðu ferli sem miðar að einfaldleika og einsleitni. Þetta felur í sér að hanna mynstur sem lágmarka fjölda aðskilnaðarflata og sandkjarna, en tryggja jafnan bestu steypuhorn og mjúka umskipti á veggþykkt. Val á viðeigandi steypukerfi er lykilatriði; það verður að tryggja röð af storknun, sem leiðir til einsleitrar og spennulágmarkssteypu.
Mikilvægast er að gæði mótunarsandsins hafa bein áhrif á lokaútgáfuna af steypunni. Sandblandan verður að hafa framúrskarandi gegndræpi, rakastyrk, flæðieiginleika, mýkt og fellanleika. Þetta er náð með því að fylgja nákvæmlega efnisfóðrunarröðinni - gamall sandur, nýr sandur, leir, kolduft og vatn - og stjórna blöndunartímanum nákvæmlega á sex til sjö mínútur. Blandaði sandurinn er síðan látinn hvíla og sigtaður til að auka gegndræpi og flæðieiginleika fyrir notkun.
Sjálft helluferlið krefst óbilandi einbeitingar. Bræddur málmur verður að vera vandlega sáð og hreinsaður vandlega úr gjallinu áður en steypa hefst. Stöðugt og stöðugt flæði er nauðsynlegt til að koma í veg fyrir galla eins og sandrof og myndun sandhola. Skjót viðbrögð við leka eru nauðsynleg til að forðast alvarlega galla eins og kalda lokun og ófullkomna hellu. Að lokum tryggir nákvæmt hreinsunarferli að kælda steypan sé fjarlægð úr mótinu án skemmda, sem skilar yfirborði lausu við upphaflega galla.
Hönnun, gallar og þéttleiki: Að tryggja burðarþol
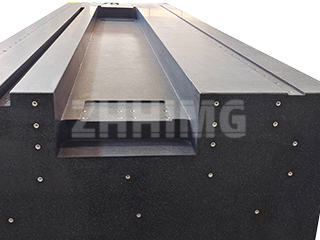
Hágæða steypujárnspallur er hannaður til að endast. Almennt hannaður sem einhliða eða kassalaga mannvirki, eru vinnufletir þeirra yfirleitt ferkantaðir eða rétthyrndir. Burðarþol er mjög háð eiginleikum eins og hliðarveggjum og styrkingarrifjum, sem verður að vera nákvæmlega mældir út frá nauðsynlegri burðargetu og nákvæmni. Hæð þessara styrkingarrifja - hvort sem þær eru hálfrifja, heilrifja eða flatrifja - veitir nauðsynlega spennu og stuðning.
Jafnvel með ströngustu steypueftirliti geta minniháttar gallar komið upp. Fyrir palla undir nákvæmnisflokki „0“ leyfa iðnaðarstaðlar að viðgerðir á minniháttar sandholum (þvermál minna en 14 mm) séu fylltar með sama efni, að því tilskildu að hörku viðgerðarefnisins sé minni en járnið í kring. Hins vegar verður vinnuyfirborðið að lokum að vera laust við stóra galla, þar á meðal sprungur, gegndræpi, gjallinnfellingar og rýrnunarholur, og steypuyfirborðið verður að vera slétt með vel festri málningu. Það er afar mikilvægt að velja palla sem hefur gengist undir náttúrulega öldrun eða gervihitameðferð, þar sem þessi ferli draga úr innri spennu og koma í veg fyrir framtíðar skálagabreytingar.
Uppsetning og viðhald: Varðveita nákvæmni
Steypujárnspallur, óháð gæðum hans, er aðeins eins nákvæmur og uppsetning hans. Hann verður að vera jafnaður lárétt með álaginu dreift jafnt yfir alla stuðningspunkta, sem venjulega er gert með stillanlegum fótum á stuðningsfestingum. Þessi jöfnunarferli, sem er stýrt af nákvæmu rafeindavogi eða rammavogi, er lykilatriði til að ná fram nákvæmni.
Til að viðhalda nákvæmni er umhverfið lykilatriði. Vinnuhitastigið ætti að vera í kringum 20°C (± 5°C) og forðast skal titring stranglega. Áður en vinna hefst verður að þrífa yfirborðið vandlega til að fjarlægja leifar af sandi, óhreinindum, olíu og ryði, þar sem jafnvel minniháttar mengunarefni geta haft áhrif á nákvæmni. Hágæða eða slétt yfirborð er nauðsynlegt fyrir langlífi.
Með réttri notkun og nákvæmri geymslu — þar sem forðast er rakt, tærandi eða mikinn hita — er hægt að viðhalda nákvæmni vinnufletis steypujárnspalla í tvö ár eða lengur. Uppbygging pallsins sjálfs getur enst í áratugi. Ef nákvæmnin minnkar er hægt að endurheimta hana að fullu með aðlögun eða endurnýjun yfirborðs (skrapun) fagmanns. Regluleg skoðun miðað við kvörðunarstaðla er nauðsynleg, þar sem notkun ófullnægjandi plötu mun óhjákvæmilega leiða til frávika í mælingum og hafa áhrif á gæði lokaafurðar.
Sem grundvallarverkfæri í bílaiðnaði, flug- og geimferðaiðnaði, mælitækjum og þungavinnuvélum er steypujárnspallurinn vitnisburður um þá staðreynd að nákvæmni er byggð upp frá grunni.
Birtingartími: 31. október 2025